



Postarea anterioară
În producția de masă a personalizării întregii case și a mobilierului de birou, eficiența prelucrării CNC (control numeric pe computer) determină în mod direct ciclurile de livrare și marjele de profit.
Fluctuația excesivă a densității plăcii, aderența internă insuficientă și conținutul instabil de umiditate duc la „pierderi ascunse” cum ar fi uzura frecventă a sculei, rata crescută de așchiere a muchiei, reținerea instabilă a ventuzei și desprinderea benzilor de margine – sursa acestor probleme nu este atelierul fabricii de mobilă, ci consistența lot-la-lot a substratului.
Tehnologie: tehnologia yakco

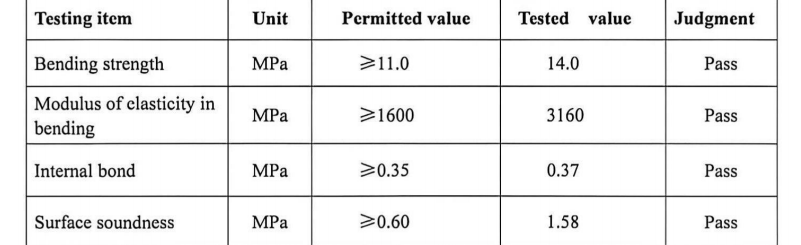
YAKCO Substrat din placă melaminată oferă o fereastră de proces previzibilă pentru prelucrarea CNC a fabricii de mobilă cu trei puncte de date din raportul său de testare: densitate 0,72 g/cm³ (fluctuație ± 0,02), conținut de umiditate 5,3% (fluctuație ± 0,5%) și legătură internă 0,37 MPa.
Următoarele secțiuni descriu, din perspectiva procesării, modul în care un substrat stabil se traduce în viteze de avans mai rapide, rate mai mici de deșeuri și mai puține modificări de configurare a mașinii.
1. Densitate 0,72±0,02: Un „stabilizator” pentru durata de viață a sculei și viteza de avans
Date de testare: Densitate 0,72 g/cm³ (standard național 0,60–0,90), fluctuația lot la lot controlată în ±0,02
În prelucrarea CNC, frezele și burghiile sunt extrem de sensibile la modificările densității plăcilor. Când densitatea crește brusc, sarcina sculei crește, uzura se accelerează și poate apărea chiar așchierea. Când densitatea scade brusc, placa devine local slăbită, rezultând suprafețe tăiate aspre și înfundări ale marginilor.
Când densitatea substratului rămâne stabilă în fereastra îngustă de 0,72±0,02 pe termen lung, fabricile de mobilă pot:
Setați viteze de avans fixe și viteze ale axului – nu este nevoie să re-depanați parametrii pentru fiecare lot.
Extindeți ciclurile de înlocuire a sculei – densitatea stabilă înseamnă rezistență constantă la tăiere, uzură uniformă a sculei și nicio așchiere neașteptată din cauza fluctuațiilor densității.
Reduceți scurgerea de aer prin ventuză – plăcile cu densitate uniformă au o planeitate mai mare a suprafeței, ventuzele cu vid se țin stabil și placa nu se mișcă în timpul procesării.
Comparație măsurată: fabricile de mobilă care utilizează substrat YAKCO raportează că durata de viață a sculei crește cu aproximativ 20% în aceeași procesare în lot, iar numărul de opriri ale mașinii pentru ajustări din cauza fluctuațiilor densității scade la aproape zero.
2. Conținut de umiditate 5,3%±0,5%: Fără fragilitate iarna, fără expansiune vara
Date de testare: Conținut de umiditate 5,3% (standard național 3,0%–13,0%), fluctuație de la lot la lot ±0,5%
Când conținutul de umiditate este prea mare, prelucrarea CNC produce așchii lipici care blochează canalele de evacuare a așchiilor, iar după bandarea marginilor adezive topite la cald, placa se poate micșora ulterior și crea „linii albe”.
Când conținutul de umiditate este prea scăzut, placa devine casantă, provocând ciobirea severă a marginilor în timpul canelării și găuririi.
5,3% se află în „gama de aur cu contracție scăzută și umflare”. În timpul sezonului de încălzire nordic (umiditate ambientală extrem de scăzută), placa nu pierde umiditatea excesivă și devine casantă, prevenind ciobirea marginilor.
În timpul sezonului ploios sudic, placa nu absoarbe umezeala și nu se extinde, împiedicând dimensiunile canelurii să iasă din toleranță.
Fluctuația extrem de îngustă de ±0,5% înseamnă că, pentru aceeași comandă produsă de-a lungul sezoanelor, parametrii de procesare nu trebuie să fie ajustați din cauza schimbărilor sezoniere de umiditate.
Valoare practică pentru fabrici: Rată redusă de reluare a așchierii marginilor în timpul iernii, mai puține reclamații de defecțiuni ale benzilor de margine în timpul verii și nu este nevoie de separarea loturilor în funcție de conținutul de umiditate pentru transporturile interregionale (din China de Est până în China de Nord-Est sau de Sud).
3. Legătura internă 0,37 MPa: Fără „fuzz” la găurire sau canelare
Date de testare: Legătură internă 0,37 MPa (standard național ≥0,35 MPa)
În prelucrarea CNC, calitatea marginilor găurilor de blocare, găurilor de cupă pentru balamale, canelurilor prin intermediul etc., reflectă în mod direct rezistența internă a legăturii substratului. Plăcile cu aderență internă insuficientă prezintă „fuzzing” pe pereții găurilor și pulbere pe margine după găurire, ceea ce duce la un cuplu instabil al șuruburilor și la instalarea balamalei slăbite.

0,37 MPa poate părea cu doar 0,02 MPa peste standardul național, dar această marjă se manifestă în prelucrarea de mare viteză ca: pereți netezi ai găurilor care nu necesită tăiere secundară; piulițele preinstalate pentru conectorii din trei piese nu se rotesc după instalare; iar fundul canelurilor lungi nu prezintă nicio delaminare după tăiere.
Pentru fabricile de producție cu volum mare, acest 0,02 MPa înseamnă zeci de plăci mai puține casate pe lot din cauza defectelor de prelucrare.
4. „Valoarea spillover” a controlului cu fereastră îngustă: zero așteptare în timpul schimbării lotului
Substratul YAKCO comprimă intervalele lot la lot de densitate, conținut de umiditate și aderență internă la un interval extrem de mic.
Pentru fabricile de mobilă, cea mai directă experiență este: panourile din diferite date de producție utilizează același program CNC, aceeași setare de temperatură a benzilor de margine și aceeași presiune de menținere a ventuzei - nu sunt necesare ajustări.
În proiectele de inginerie la scară largă, mii de panouri decorative pot ajunge în 3-5 loturi. Dacă indicatorii de substrat fluctuează foarte mult, fabrica trebuie să taie din nou, să reajusteze parametrii și să reseteze temperaturile benzilor de margine pentru fiecare lot, pierzând cumulativ zeci de ore.
Controlul cu fereastră îngustă de la YAKCO transformă schimbările de lot în tranziții fără întreruperi.
5.Validare tehnică: date comparative de la o fabrică de mobilă la comandă
O fabrică de mobilă la comandă din estul Chinei, care produce 100.000 de seturi de dulapuri anual, a trecut la substratul YAKCO și a înregistrat date comparative pe o perioadă de trei luni :

Rata de așchiere a marginilor: a scăzut de la 1,2% la 0,3%.
Consumul mediu lunar de scule: a scăzut de la 45 la 36 (o reducere de 20%).
Rata de reluare a benzilor de margine: reclamațiile din cauza „liniilor albe” de la contracția plăcii au scăzut cu 70%.
Timp de configurare a mașinii CNC: a scăzut de la aproximativ 8 ore pe lună la 1,5 ore.
Directorul de producție al fabricii a comentat: „Obișnuia să ne temeam că diferite loturi de placă ar avea densități diferite.
Acum, cu plăcile YAKCO, nu mai trebuie să ajustăm programul - doar încărcați și porniți.”
Concluzie: Stabilitatea substratului este „motorul ascuns” al eficienței fabricii de mobilă
Valoarea YAKCO Substrat din placă melaminată se află nu numai în cifrele excelente din raportul de testare, ci și mai mult în atelierul fabricii de mobilă: mai puține opriri și ajustări ale mașinii, durata de viață mai lungă a sculei, resturi de așchiere a muchiei inferioare și cicluri de livrare mai rapide.
Densitate 0,72, conținut de umiditate 5,3, legătură internă 0,37 – aceste trei puncte de date nu sunt parametri academici de laborator, ci „certitudinea” pentru fiecare trecere de tăiere pe mașina CNC.

Când proprietarii fabricilor de mobilă calculează pierderile anuale, substratul cu fereastră îngustă YAKCO elimină treptat acele „pierderi ascunse” una câte una.
YAKCO este specializată în cercetare și dezvoltare și producție de Placa melaminata .
Cu o suprafață de fabrică de 50 mu și peste 30 de linii de presare și control independent de calitate de-a lungul întregului lanț de la substrat până la suprafața decorativă, YAKCO oferă o soluție de substrat de „procesare stabilă, producție eficientă” pentru întreprinderile producătoare de mobilă.
Aflați despre produse: Placa melaminata





